")

Introduction
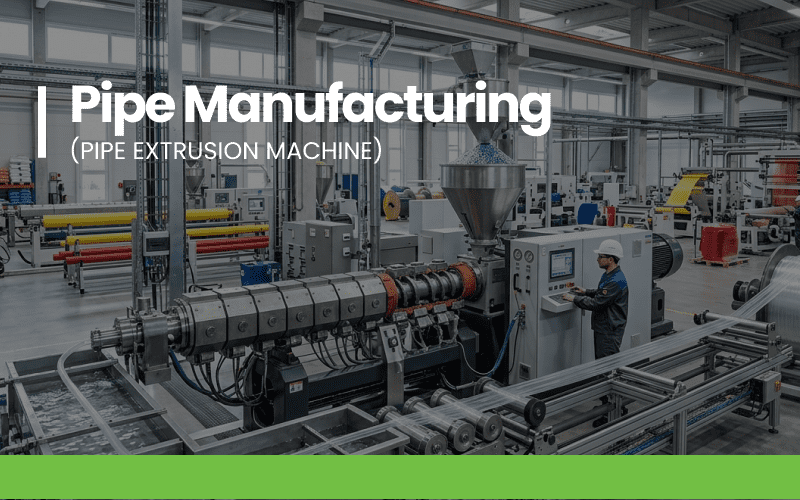
A modern blown film extrusion line consists of an extruder, circular die, air ring cooling system, bubble formation zone, nip rollers, and winding unit. Polymer granules (LDPE/HDPE) are melted in a multi-zone heated barrel (typically ~160–200 °C), then extruded through a die to form a tubular bubble. The bubble is inflated and cooled by air, forming a thin film which solidifies and is wound continuously. Precise temperature control across barrel and die zones is critical for stable melt flow and consistent film quality.Shape
Challenges
Solution
GIC Digital PID Temperature Controller – Model TCS4U5A0
Sensor Type: Thermocouple (J/K) or RTD PT100
Control Mode: Closed-loop PID with SSR/Relay output
Set Points (SV):
- Feed Zone: ~140–160 °C
- Compression Zone: ~160–180 °C
- Metering Zone: ~170–200 °C
- Die Zone: ~180–200 °C
The TCS4U5A0 controller provides precise PID-based temperature regulation with auto-tuning, ensuring stable melt conditions and minimal fluctuations. It supports universal inputs, dual display, and multiple outputs, enabling accurate control across all extrusion zones.
Additional Advantage – CT Input (Key Benefit):
- Built-in CT (Current Transformer) input allows real-time monitoring of heater current
- Detects heater failure, load break, or abnormal current conditions
- Provides high and low current alarms, improving preventive maintenance and reducing downtime
This ensures both temperature control + electrical health monitoring in a single device.
Process Flow

1) Feeding & Melting:
Plastic granules enter the extruder and are heated zone-wise. The PID controller maintains stable temperature for uniform melting.
2) Extrusion & Bubble Formation:
Molten plastic passes through the die and forms a bubble. Stable temperature ensures proper melt strength and bubble stability.
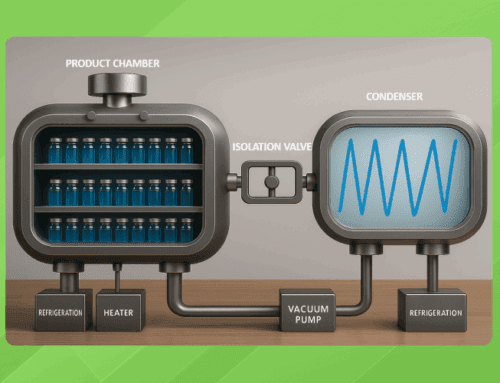
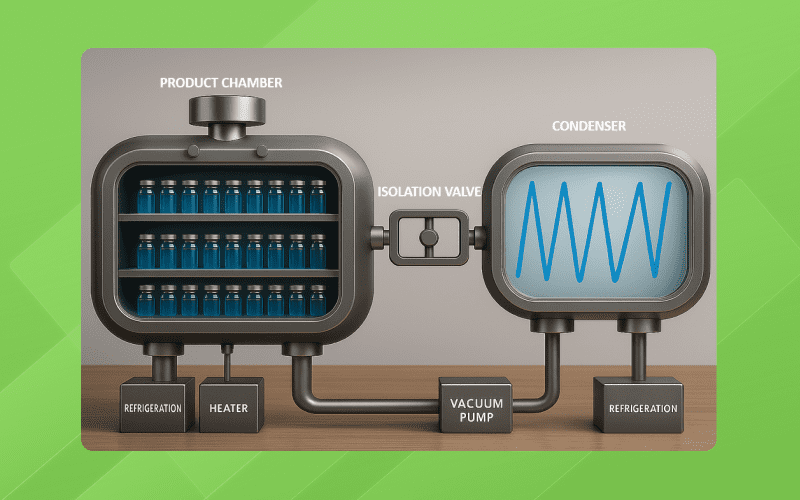
3) Cooling (Frost Line):
Air cools the bubble. Controlled temperature ensures uniform solidification and film clarity.
4) Winding:
Film is flattened and rolled. Consistent temperature results in uniform thickness and smooth finish.
Conclusion
The GIC TCS4U5A0 PID temperature controller enhances blown film extrusion by combining precise temperature control with CT-based current monitoring. This results in improved film quality, reduced defects, early fault detection, and higher production reliability—delivering significant operational and maintenance benefits.
{kind=link}
{kind=link}
{kind=link}
{kind=link}