")

Introduction
A modern pipe manufacturing line consists of a plastic extruder with multiple heating zones, die head, vacuum calibration unit, water cooling bath, haul-off system, and winding unit—all integrated with a PID-based temperature controller.
Flexible PVC compounds are fed into the hopper, melted inside the extruder barrel (typically 140 °C to 200 °C), and pushed through a circular die to form a continuous pipe.
The extruded pipe is then sized, cooled, pulled, and wound into coils. The entire process requires precise thermal and process control to ensure flexibility, strength, and uniformity.
Challenges
Solution
GIC Digital PID Temperature Controller – TCS4U45A0
Sensor Type: Thermocouple (J type) for barrel and die zones
Control Mode: Closed-loop PID via SSR output
Additional Benefit:
- Built-in CT input for heater current monitoring
- Enables heater failure detection and high/low current alarms, improving process reliability
Set Points (SV):
- Feed zone: 140 °C – 160 °C
- Compression zone: 180 °C – 200 °C
- Die zone: 170 °C – 200 °C
The PID controller continuously adjusts heater output based on real-time feedback, ensuring uniform melting and stable extrusion.
Advanced PID tuning (auto-tuning) minimizes temperature fluctuations, improves plasticization, and ensures consistent pipe flexibility and finish.
Process Flow
1) Raw Material Feeding:
PVC resin mixed with plasticizers, stabilizers, and additives is fed into the extruder hopper to form a uniform compound.
2) Melting & Plasticization:
Inside the extruder barrel, heaters and screw rotation generate heat and shear, converting the material into a homogeneous molten state.
Precise temperature control is critical—low temperature causes poor melting, while high temperature leads to degradation.
3. Pipe Formation (Die Section):
The molten material is forced through a circular die, forming the pipe.
Uniform die temperature ensures smooth surface finish and consistent diameter.
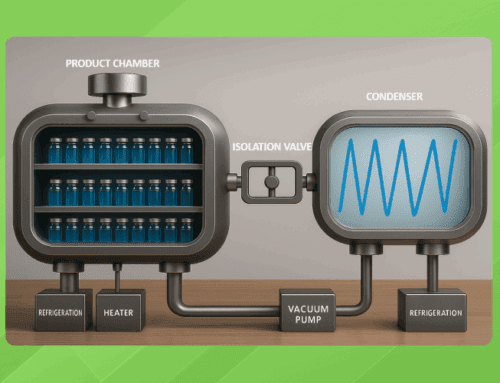
4. Cooling & Sizing:
The hot pipe passes through a vacuum sizing unit and water bath, where it solidifies and maintains its shape.
Controlled cooling prevents deformation and internal stress formation.
5) Haul-off & Winding: :
The pipe is pulled at a synchronized speed to maintain uniform thickness and diameter.
Finally, it is wound into coils (for pipes), ensuring proper flexibility and handling.
Conclusion
A digital PID temperature controller like the TCS4U45A0 integrated into a pipe extrusion line enables precise thermal control, uniform plasticization, and stable extrusion.
With added benefits like CT-based heater monitoring and alarm functions, the system enhances process reliability, reduces defects, and ensures consistent pipe quality.
The result is improved flexibility, durability, surface finish, and efficient large-scale production—making it a critical component in modern pipe manufacturing.
{kind=link}
{kind=link}
{kind=link}
{kind=link}